产品中心
定制服务
客户案例
宏创首页
公司简介
产品中心
定制专机
工艺视频
客户案例
新闻资讯
参展信息
联系宏创
0512-52137966
立即咨询
新闻资讯
钎焊时产生裂纹缺陷的原因及其防止办法
来源: 未知
时间:2021-07-21
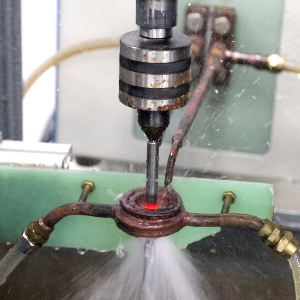
在热处理期间,工件可以产生裂缝缺陷,并且高频感应焊机没有特别地焊接到工件上。下焊接应力和其他因素critious的共同作用,在焊接接头的局部区域的金属原子结合剂被破坏,并且由新的界面产生的间隙被称为焊接裂纹。它具有尖锐的间隙和大的长度。焊接裂缝的形成变化,有些在焊接表面中分布,有些在焊接或热影响区域分布。
装载焊料时,裂缝将成为断裂的原因,使得焊接接头没有裂缝。根据裂纹产生的温度,裂缝通常分为两类:热裂纹和冷裂纹。
热裂缝
原因:使用高频感应焊机进行焊接热处理。当熔池冷却结晶时,由于障碍物与基础材料的收缩,熔池受拉力保护。
预防方法:严格控制基材和焊接材料的化学成分,严格控制碳,硫和磷的含量;控制焊接适当;应选择刚性的焊接,应选择合适的焊接参数合理。焊接秩序和方向;必要时应采取预热和冷却措施。
2.冷裂缝
原因:焊接金属具有大量氢气,氢气的量在高温下较小,氢分子保持在固态金属中,从而形成大的内应力;焊接接头存在大的内部应力,焊接件的淬透性大;在冷却过程中形成硬化组织。
预防性方法:严格除去油,防锈,焊接坡等,锈斑等焊接,降低了焊接接头的金相组织,降低了热影响区的硬度和脆性,并加速氢气的扩散在后焊接。使用合理的装配,焊接顺序提高焊接的应力。
本文标签:
钎焊时,产生,裂纹,缺陷,的,原因,及其,防止,在,
上一篇:
焊后热处理有哪几种?
下一篇:
在使用高频感应设备时,减少焊接应力的方法都有哪些呢?
相关资讯
更多
宏创高频:精准掌控不锈钢淬火工艺,锻
石墨纸在线淬火工艺:连续生产中的热处